
Maszyna szlifowania zaworu silnika
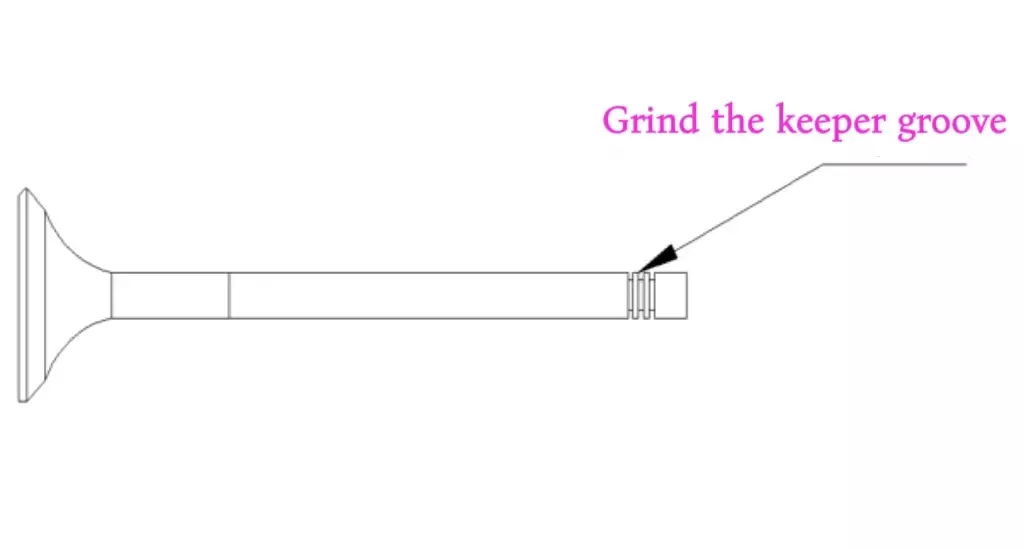
1. Zakres przetwarzania (pierwotny stan przedmiotu obrabianego):
|
Stan przedmiotu obrabianego |
Warunki przetwarzania |
Uwagi |
|
Głowica zaworu średnica |
W ciągu MAX 50㎜ |
|
|
Łodyga średnica |
φ 5~12㎜ |
|
|
Długość |
80~250㎜ |
|
|
Jakość materiału |
Od 21 – 4N do 4Cr10Si2Mo |
|
|
Twardość |
30—60HRc |
|
|
Łodyga biegnij-na zewnątrz |
0,01㎜ |
|
|
Powierzchnia główki zaworu biegnij-na zewnątrz |
0,1㎜ |
|
|
Obróbka zasiłek |
0~2.0㎜(średnica) |
|
2. Dokładność przetwarzania i czas cyklu:
|
Pozycja |
Dokładność |
Metody inarzędzia badawcze |
|
Biegnij-na zewnątrz dokładność |
Stale przetwarzaj i mierz 50 sztuk w ciągu 0,02 mm. |
Specjalnenarzędzie pomiarowe |
|
Dokładność wymiarowa |
Stale przetwarzaj i mierz 50 sztuk wewnątrz ± 0,01 mm. |
Mikrometr punktowy |
|
Chropowatość powierzchni |
Stale przetwarzaj i mierz 50 sztuk w ciągu 0,50 μ m. |
Miernik chropowatości |
|
Czas cyklu |
Weź obróbkę skrawaniem standardowonaddatek 1,0 mm - 8s/szt. |
|
Poprzedni: Bez centralna maszyna do szlifowania
Następny: Odcięcie zaworu silnika
Produkty powiązane
Powiązany blog

Jak ocenić jakość tokarki CNC?
Czy precyzja tokarki CNC musi zostać dostosowana?
Jakie akcesoria są potrzebne do tokarki CNC?
Czy trudno jest obsługiwać tokarkę CNC?
Jakie są cechy technologii tokarki CNC?

