
Broušení špičky motoru
Vysoce kvalitní materiály, robustní a odolné, plně upgradované, profesionální kvality, lehká hmotnost, vysoká pevnost,nízkénáklady a dobrý výkon
Detaily produktu
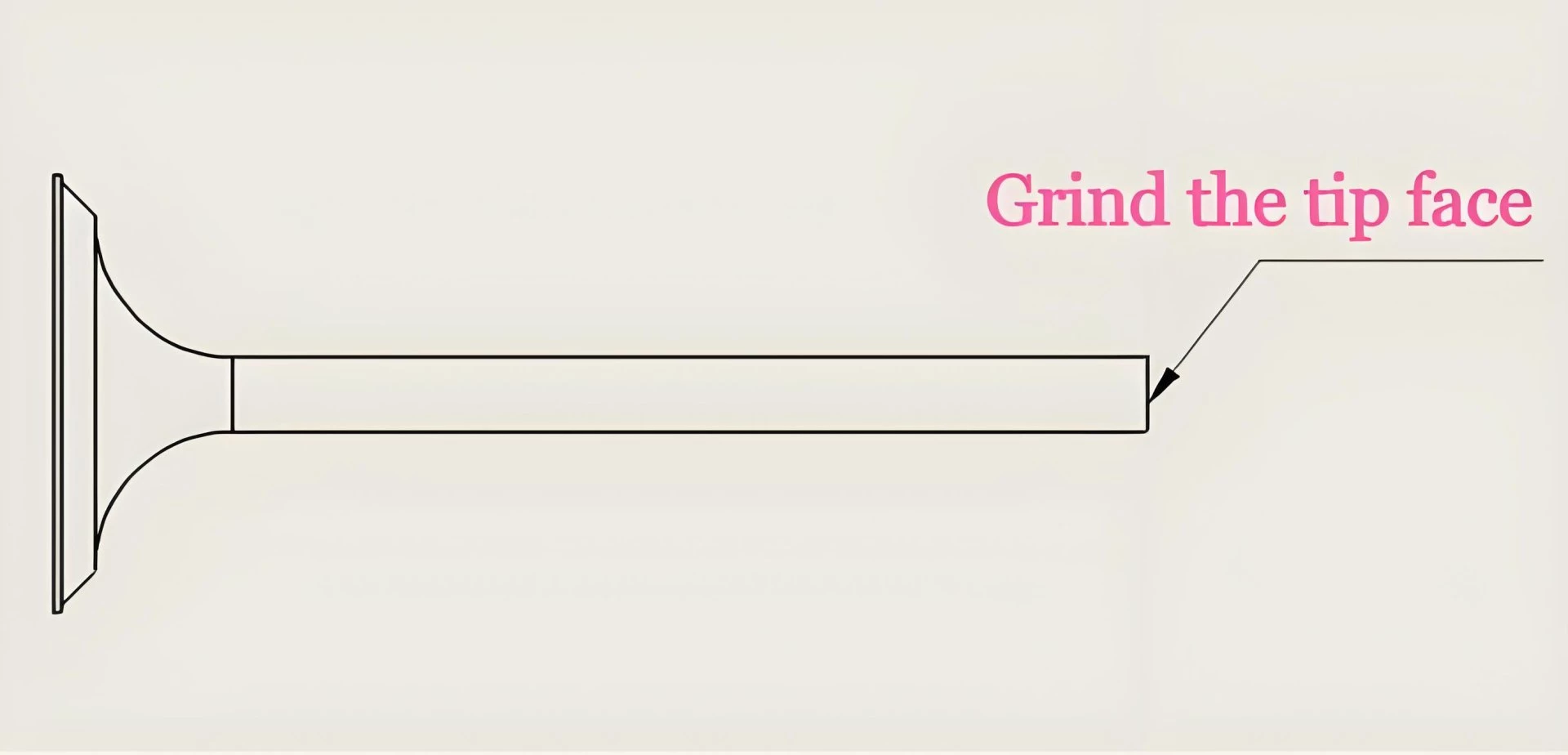
1. rozsah zpracování (původní stav obrobku):
|
Stav obrobku |
Podmínky zpracování |
Poznámky |
|
Hlava ventilu průměr |
Max 80㎜ |
|
|
Zastavit průměr |
φ 5~14㎜ |
|
|
Délka |
80~250㎜ |
|
|
Kvalita materiálu |
21-4n+4CR10SI2MO |
|
|
Tvrdost |
30—60HRC |
|
|
Zastavit běh-ven |
0,01㎜ |
|
|
Povrch hlavy ventilu běh-ven |
0,1㎜ |
|
2. zpracování přesnost a doba cyklu:
|
Pozice |
Přesnost |
Testovací metody anástroje |
|
Běh-přesnost |
Neustále zpracovávat a měřit 50 kusů do 0,02 mm. |
Speciální měřicínástroj |
|
Rozměrová přesnost |
Neustále zpracovávat a měřit 50 kusů v ± 0.03 mm. |
Zvláštnínástroj&Vernier Cliper |
|
Drsnost povrchu |
Neustále zpracovávat a měřit 50 kusů v rámci RA 0,4 μ m. |
TESTER drsnosti |
|
Doba cyklu |
Vezměte si přihlášení o obrábění průměru stonku 8 jako standardu - do 6s/PC. |
|
Předchozí: Broušení drážky motoru
další: Strojna odříznutí motoru
Související produkty
Související blog

Jak posoudit kvalitu soustruhu CNC?
17 Feb, 2025 11:08am
Včetně výkonu, přesnosti, stability a životnosti přítoku.
Je třeba upravit přesnost soustruhu CNC?
17 Feb, 2025 11:07am
Soustruh CNC je vysoký-Precision Machine Told používaný pro zpracování různých složitých obrobků.
Jaké příslušenství je potřeba pro soustruh CNC?
17 Feb, 2025 11:06am
Aby se zajistilnormální provoz a efektivní zpracování soustruhů CNC, jsou vyžadovány různé příslušenství
Je obtížné ovládat soustruh CNC?
17 Feb, 2025 11:05am
Pojďme se podrobně podívatna obtížnost provozování soustruhu CNC.
Jaké jsou vlastnosti technologie soustruhu CNC?
17 Feb, 2025 11:04am
Charakteristiky, jako je vysoká přesnost, vysoká účinnost, flexibilita a schopnost jemné obrábění
Na co by se mělo věnovat pozornost při opravě soustruhu CNC?
17 Feb, 2025 11:02am
Během procesu údržby je důležité věnovat pozornostnásledujícím aspektům

