
Broušení drážky motoru
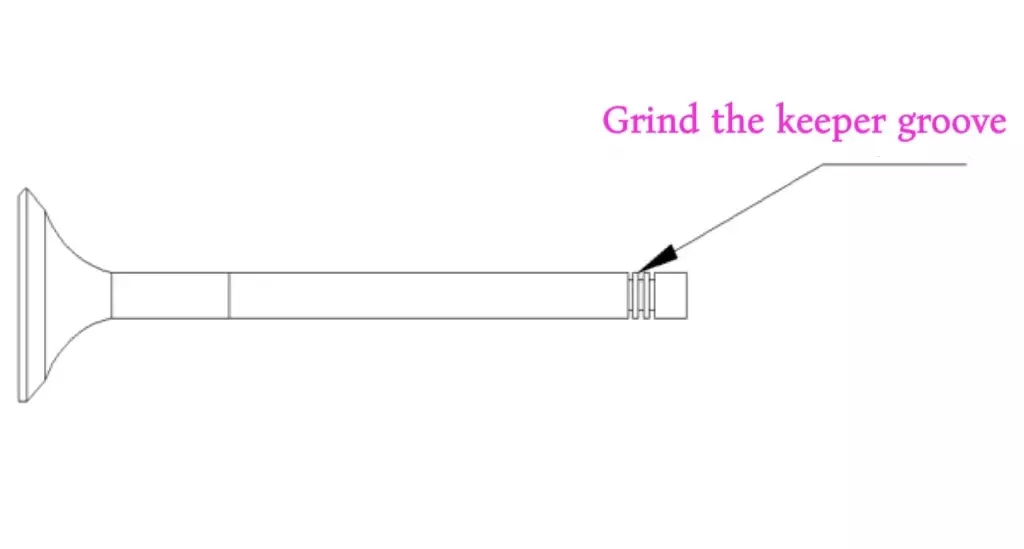
1. Rozsah zpracování (původní stav obrobku):
|
Stav obrobku |
Podmínky zpracování |
Poznámky |
|
Hlava ventilu průměr |
Do MAX 50㎜ |
|
|
Stopka průměr |
φ 5~12㎜ |
|
|
Délka |
80~250㎜ |
|
|
Kvalita materiálu |
Od 21 – 4N až 4Cr10Si2Mo |
|
|
Tvrdost |
30—60 HRc |
|
|
Stopka běžet-ven |
0,01㎜ |
|
|
Povrch hlavy ventilu běžet-ven |
0,1㎜ |
|
|
Obrábění příspěvek |
0~2,0㎜ (průměr) |
|
2. Přesnost zpracování a doba cyklu:
|
Pozice |
Přesnost |
Testovací metody anástroje |
|
Spustit-mimo přesnost |
Průběžně zpracovávat a měřit 50 kusů v rozmezí 0,02 mm. |
Speciální měřicínástroj |
|
Rozměrová přesnost |
Průběžně zpracovávat a měřit 50 kusů uvnitř ± 0,015 mm. |
Bodový mikrometr |
|
Drsnost povrchu |
Průběžně zpracovávat a měřit 50 kusů v rámci Ra 0,8 μ m |
Měřič drsnosti |
|
Doba cyklu |
Vezměte obrábění přídavek 1,0 mm as standard - 7s/pc |
|
Předchozí: Broušení sedadla motorového ventilu
další: Strojna odříznutí motoru
Související produkty
Související blog

Jak posoudit kvalitu soustruhu CNC?
Je třeba upravit přesnost soustruhu CNC?
Jaké příslušenství je potřeba pro soustruh CNC?
Je obtížné ovládat soustruh CNC?
Jaké jsou vlastnosti technologie soustruhu CNC?

