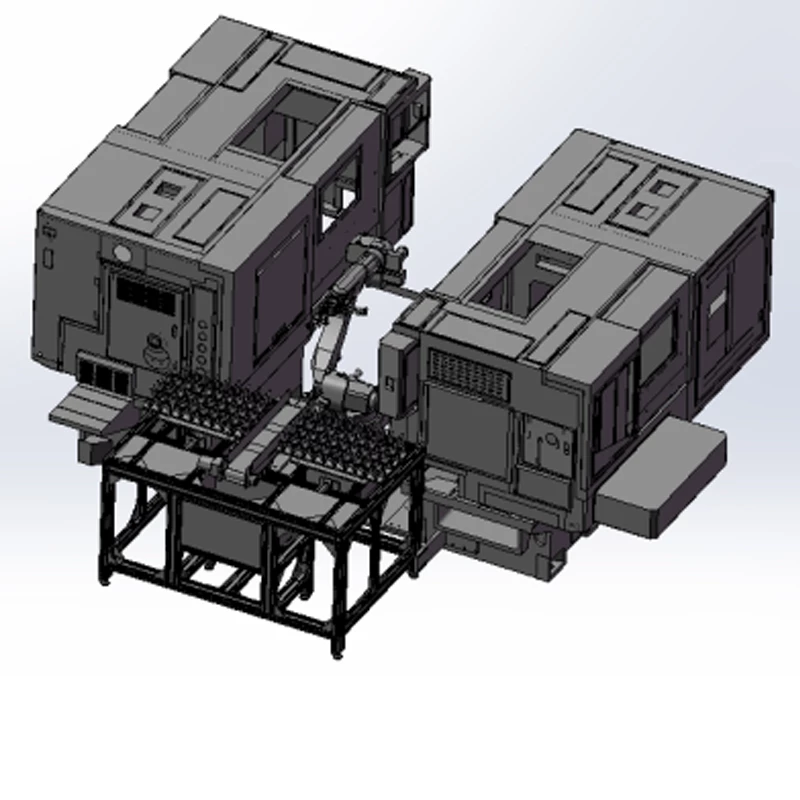
Strung CNC și șase brațe robotizate pentru încărcare și descărcare
|
Şase-Parametrii robotului Axis |
||||
|
Domeniul de aplicare |
Orice formă de lucru de lucru-Situat de caracteristici de formă artefact. |
|||
|
Pansamentul alerga-afară |
10 secunde |
Total o singură bucată alerga-afară |
PRODUTimp de tăiere CT + 10 secunde |
|
|
Mod de acționare de stocare |
Unitatea standard de cilindri |
Mod de locație |
Poziționare secundară poziționare a dispozitivului de poziționare |
|
|
Precizia poziționării piesei de lucru |
±0,03 |
Sistem de control |
Intern/Wistron/Import/ Hust |
|
|
Tava de lucru |
Material: placă de aluminiu, specificații: 660 * 340 * 15, cantitate: 2 bucăți |
|||
|
PtijăÎnlocuirea UCT trebuie să schimbe partea |
Panou și laba |
|||
|
C.haracteristic |
Şase-Robot ax + Strung CNC + Dot Matrix Bin, adaptați -vă la PtijăUCT trebuie să aibă un anumit lot, poate o secvență două secvențe de procesare automată a sârmei. |
|||
|
Suntnecesare condiții electrice |
Sursă de alimentare: 3-Faza a patra-sârmă 380V; Gama de fluctuație a tensiunii: ± 10%; Frecvență: 50 Hz; Sursa de gaz estenecesară: 0,6 MPa. |
|||
|
Pe-Cerințe de mediu ale site -ului |
Temperatura ambiantă: -10~50°C; Umiditate relativă: 20%~75%; Vibrație: accelerație de vibrație <0.5g; electrical cabinet must be grounded, grounding resistance<1; Fără gaze corozive la Loc de lucru; Fundația atelierului: Tratamentul convențional al podelei de ciment. |
|||
Anterior: 12-Stație de paletizare manipulator
Următorul: Roboți Scara pentru încărcarea valvei
produse asemanatoare
Blog înrudit

Cum să judecați calitatea unui strung CNC?
Trebuie ajustată precizia unui strung CNC?
Ce accesorii suntnecesare pentru un strung CNC?
Este dificil să operezi un strung CNC?
Care sunt caracteristicile tehnologiei de strung CNC?

