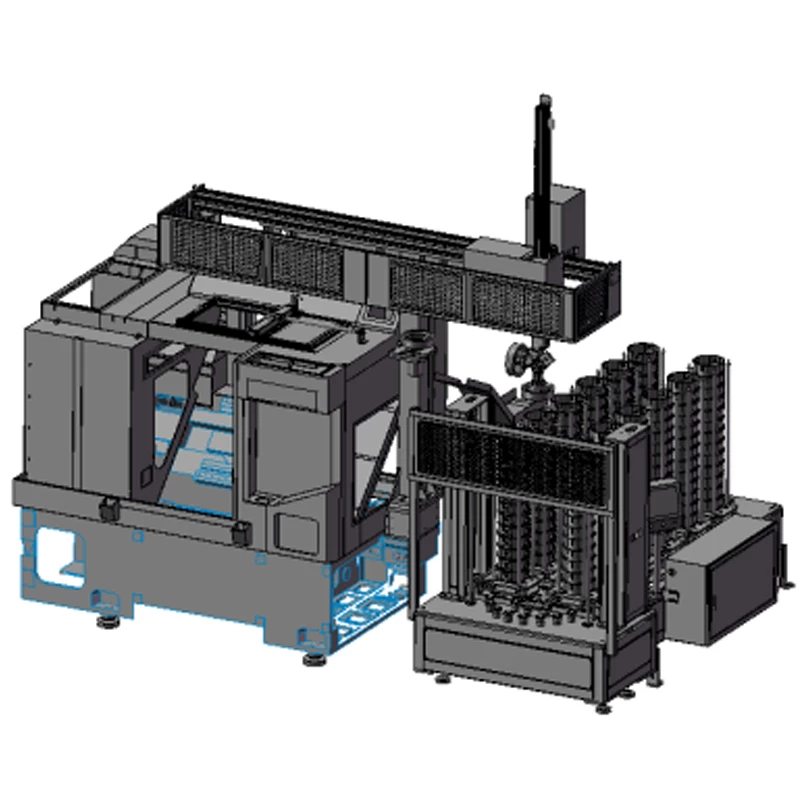
12-Estación Manipulador de armadura paletizante
|
12 bParámetros ASIC del manipulador de armadura paletizante de la estación |
||||
|
Shacer frente a la aplicación |
Cualquier forma de pieza de trabajo yo-Ubicado por características de forma de artefacto. |
|||
|
Recarga correr-afuera |
6 segundos (Arnés de alambre 3m / s) |
Total de una sola pieza correr-afuera |
PAGRoduTiempo de corte de CT + 6 segundos |
|
|
Modo de conducción de almacenamiento |
Accionamiento de servomotor |
Lmodo de ocación |
Dispositivo de posicionamiento secundario |
|
|
Precisión del posicionamiento de la pieza de trabajo |
±0.03 |
Sistema de control |
Doméstico/Wistron/Import/ Ausencia |
|
|
Bandeja |
Cadena, posicionamiento de disco, pelota cojinete |
|||
|
PAGprovenirEl reemplazo de UCT debe cambiar la pieza |
Posicionamiento de disco y pata |
|||
|
doharacterista |
TLa movilidad es muy fuerte. Integración del manipulador y torno de CNC lo hace adaptarse a lanueva máquina y puede ser un procesamiento flexible después riñonalelcedente y desplazamiento. |
|||
|
Se requieren condiciones eléctricas |
Fuente de alimentación: 3-fase cuatro-cable 380V; Rango de fluctuación de voltaje: ± 10%; Frecuencia: 50 Hz; Se requiere fuente de gas: 0.6 MPa. |
|||
|
En-Requisitos ambientales del sitio |
Temperatura ambiente: -10~50°DO; Humedad relativa: 20%~75%; Vibración: aceleración de vibración <0.5g; electrical cabinet must be grounded, grounding resistance<1; sin gases corrosivos en el sitio de trabajo; Fundación del taller: tratamiento de piso de cemento convencional. |
|||
Anterior: 6-Estación Manipulador de armadura paletizante
Próximo: Máquina de corte de válvula de motor
Productos relacionados
Blog relacionado

¿Cómo juzgar la calidad de un torno de CNC?
¿Debe ajustarse la precisión de un torno de CNC?
¿Qué accesorios senecesitan para un torno de CNC?
¿Es difícil operar un torno de CNC?
¿Cuáles son las características de la tecnología CNC Lathe?

